在现代工业生产体系中,大型产品仓库不仅是物料存储的静态空间,更是连接生产与销售、保障供应链高效运转的动态枢纽。某工厂的大型产品仓库,其仓储物流管理水平直接影响到订单交付速度、库存周转率以及整体运营成本。因此,构建科学、高效、智能的仓储物流体系至关重要。
一、现状分析与核心挑战
该工厂仓库通常面临产品SKU(库存保有单位)繁多、批量与批次管理复杂、出入库流量大且波动性高等挑战。传统依赖人工分拣、纸质记录的模式易导致效率低下、错误率高、空间利用率不足及响应市场变化迟缓等问题。季节性需求波动或生产计划调整常引发库存积压或短缺,对物流响应能力提出更高要求。
二、核心优化策略
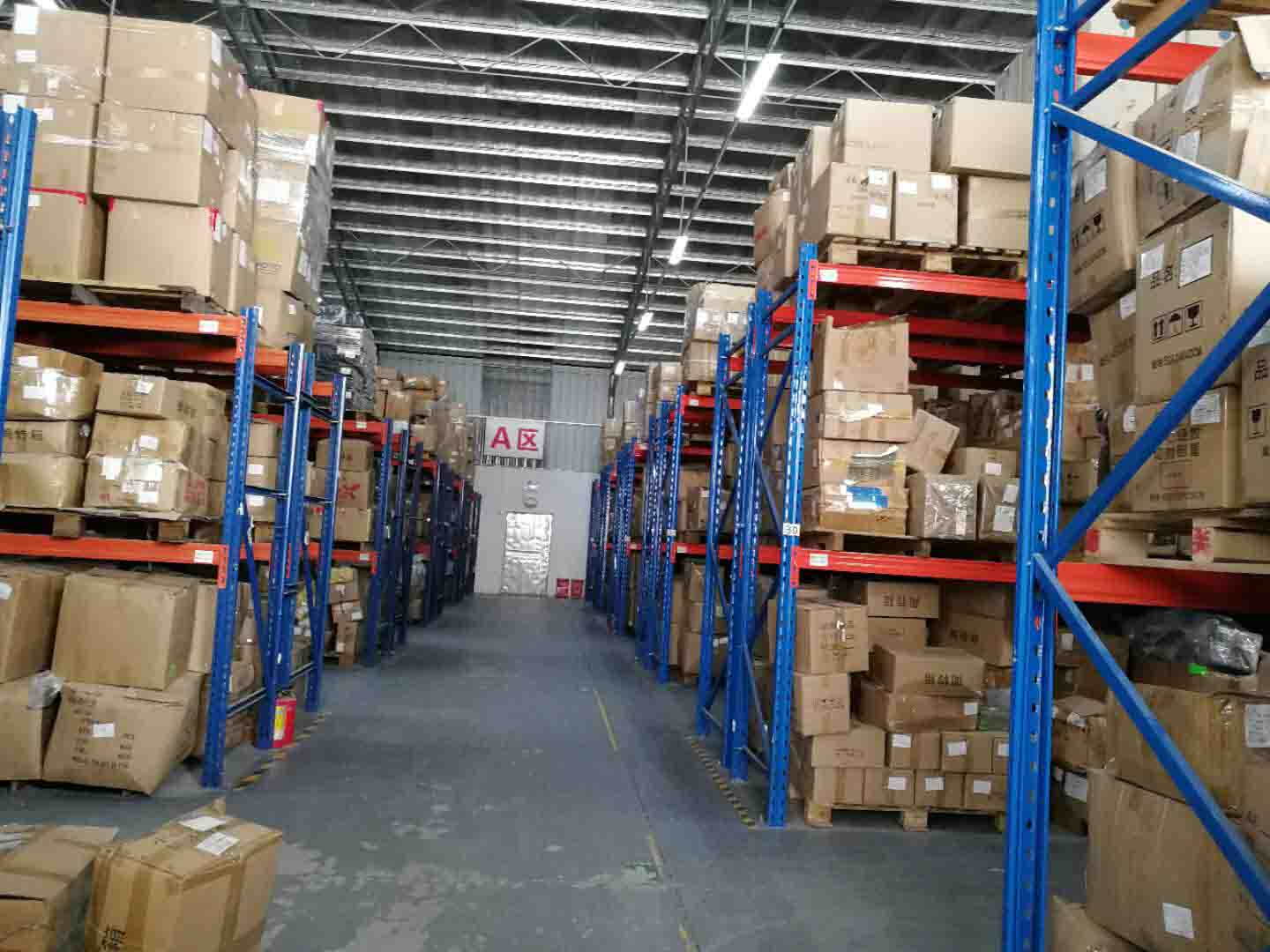
- 布局与设施优化:采用ABC分类法对产品进行存储定位,高频出入库的A类产品放置于靠近出入口的黄金区域,减少搬运距离。结合重型货架、流利式货架等多样化存储设备,并规划清晰的物流通道,实现空间最大化利用与作业流畅性。
- 信息化与智能化升级:部署仓库管理系统(WMS),实现库存数据实时更新、精准可视。通过条形码或RFID技术自动化采集数据,大幅提升入库、盘点、分拣及出库的准确性与效率。有条件可引入AGV(自动导引运输车)、智能分拣机器人等,减少对人力的依赖,实现24小时连续作业。
- 流程标准化与精益管理:制定严格的标准化操作程序(SOP),涵盖收货、检验、上架、拣选、包装、发货等全环节。推行精益仓储理念,如实施5S管理(整理、整顿、清扫、清洁、素养)以维持环境有序,并采用先进先出(FIFO)等原则确保库存新鲜度,减少呆滞料。
- 库存控制与协同整合:建立安全库存模型,结合历史数据与预测分析,动态调整库存水平。加强仓储与生产计划、采购及销售部门的协同,通过信息共享实现需求驱动的拉式补货,降低整体库存持有成本,提升供应链韧性。
三、实施效益与未来展望
通过上述综合优化,仓库可实现订单处理时间缩短、准确率提升至99.9%以上、空间利用率提高20%-30%,并显著降低人力与耗材成本。可进一步探索物联网、大数据分析预测及数字孪生等技术,打造全面感知、实时互联、自主决策的智慧仓储生态,使该工厂大型仓库从成本中心转型为价值创造与竞争优势的核心环节。









